Costruzione di stampi per materie plastiche




Il primo passo nella costruzione di uno stampo affidabile e che risponda ai requisiti di progetto è la scelta degli acciai con caratteristiche certificate. Per i nostri stampi, utilizziamo piastre in acciaio certificato della massima qualità prodotte da Meusburger, azienda Austriaca leader nel settore dei normalizzati di alta precisione per la costruzione di stampi. Generalmente, per le piastre portastampo utilizziamo acciaio per utensili 1730, mentre per i tasselli delle figure utilizziamo acciaio temprato 2083 con una durezza di 52-54 HRC.
La prima fase delle lavorazioni consiste nella sgrossatura delle piastre portastampo mediante i nostri Centri di Lavoro a Controllo Numerico Computerizzato (CNC). Durante questa fase, le piastre lato matrice e lato estrazione dello stampo vengono portate a misura secondo i requisiti di progettazione, grazie all’ausilio di software di controllo della lavorazione (CAM, computer-aided manufacturing), lasciando un sovrametallo di 0,1 mm che verrà asportato nelle fasi successive.
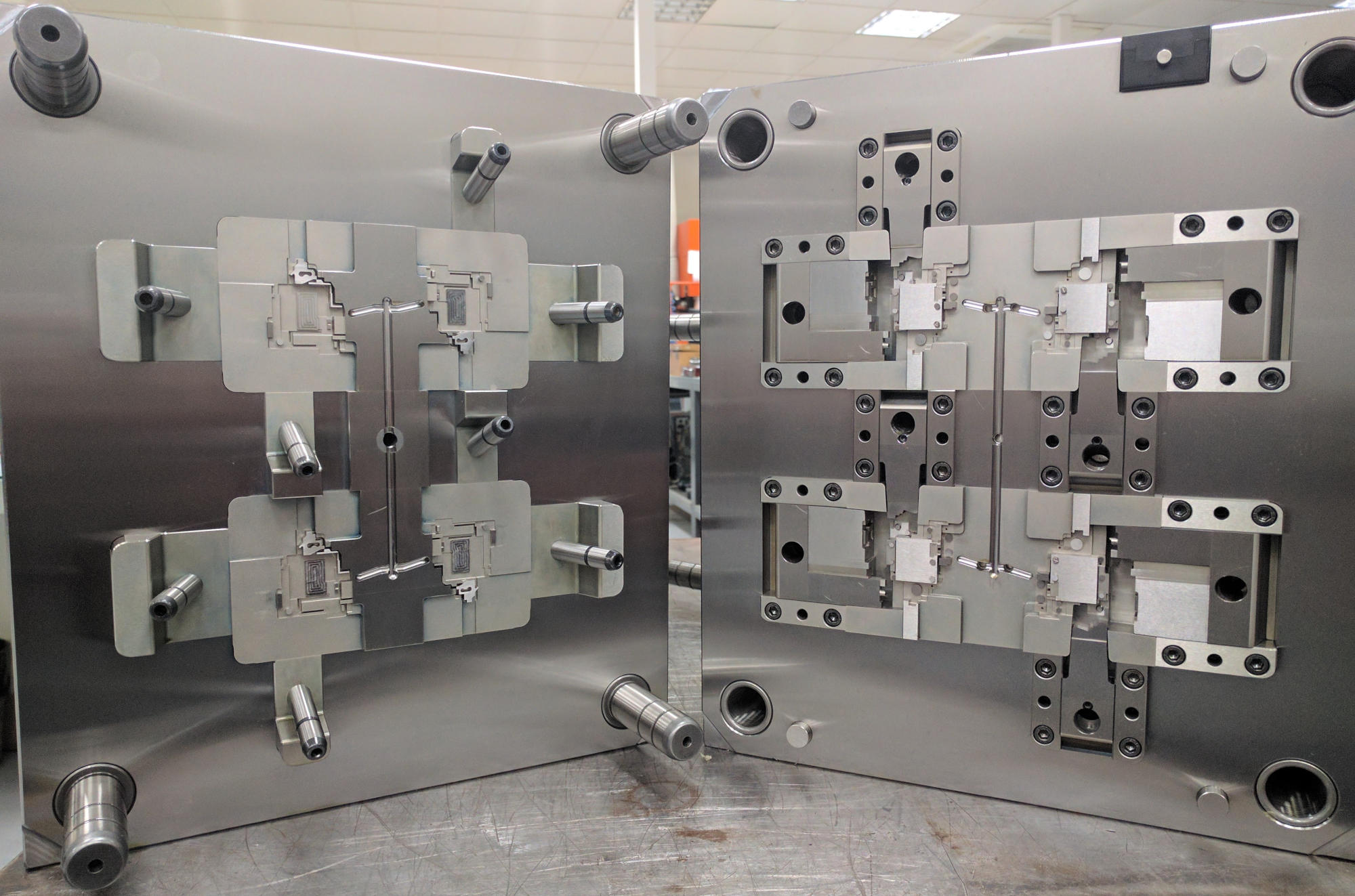
In questa fase di lavorazione vengono anche ricavate le sedi in cui verranno alloggiati i tasselli in acciaio temprato che conterranno le figure dello stampo (vedi foto sotto).
Una volta sgrossate le piastre e ricavate le sedi, si entra nella fase più delicata della costruzione di uno stampo ad iniezione, cioè la preparazione dei tasselli contenenti le figure dello stampo. I contorni dei tasselli (ed eventuali fori passanti al loro interno) vengono tagliati mediante la tecnica dell’Elettroerosione a filo. Poi le figure sui tasselli vengono ricavate mediante sgrossatura e finitura su centro di lavoro a controllo numerico (CNC).
Successivamente, vengono effettuati i fori per i canali di raffreddamento – usando una foratrice a controllo numerico – e le guide per le parti mobili dello stampo. Queste ultime includono i punzoni di estrazione dei pezzi stampati ed eventuali carrelli mobili, necessari quando il pezzo prevede dei sottosquadri.
I tasselli delle figure vengono poi sottoposti al trattamento termico della tempra, per incrementarne la durezza fino ad un range di 57-60 HRC. Si tratta di livelli di durezza estremamente elevati, parte dei nostri elevatissimi standard qualitativi volti a garantire una lunga affidabilità nel tempo dei nostri stampi. Non a caso vantiamo nel nostro portfolio innumerevoli stampi che lavorano efficientemente in produzione da oltre vent’anni, senza generare alcuna bava di stampaggio nei prodotti finiti (cioè materiale in eccesso sul componente stampato, dovuto a trafilaggi di plastica fusa causati da imperfetta chiusura delle due superfici opposte dello stampo).
Al ritorno dal trattamento di tempra, i tasselli sono pronti per la prima tappa della finitura, che viene eseguita mediante la tecnica dell’Elettroerosione a Tuffo. Per questa lavorazione, vengono prima creati degli elettrodi in rame che hanno la stessa forma delle parti da stampare. L’elettroerosione consente di asportare materiale da piastre in acciaio temprato, con efficienza ed un’accuratezza nell’ordine di 0.01 mm.
Il processo di finitura dello stampo prosegue con la rettifica a controllo elettronico delle superfici opposte dello stampo, mediante mola diamantata. Con questo processo, ci si assicura che le superfici di contatto degli stampi abbiano le tolleranze necessarie per garantire le caratteristiche funzionali del prodotto, che lo stampo possa rimanere affidabile nel tempo e che non si presentino bave di stampaggio nei prodotti dovute a trafilaggi indesiderati di plastica fusa ad alta pressione.
Qualora il prodotto da stampare abbia superfici estetiche che dovranno risultare con finitura a specchio, si procede alla lucidatura delle corrispondenti superfici dello stampo. Lo scopo della lucidatura è quello di far sparire eventuali tracce delle passate di lavorazione e, ove necessario, fornire una finitura satinata o addirittura a specchio alle superfici dello stampo, asportando spessori di materiale inferiori a 0.01 mm.
Questo processo, largamente manuale ed eseguito da specialisti, viene effettuato mediante l’uso di diversi tipi di strumenti: 1) tela abrasiva per lucidatura, usata in combinazione con stick di varie forme per levigare superfici piane, concave o convesse e spigoli; 2) mole diamantate o rivestite in CBN (Cubic boron nitride) di piccolo diametro; 3) dischi abrasivi; 4) paste diamantate.
Completato l’assemblaggio, lo stampo è pronto per il collaudo. Esso viene posizionato su una pedana e trasportato mediante carrello elevatore o transpallet presso il nostro reparto stampaggio, dove viene montato su una delle nostre presse ad iniezione ibride o elettriche. La scelta della pressa adatta, contraddistinta da una forza di chiusura dello stampo espressa in tonnellate, dipende da molteplici fattori che verranno discussi in dettaglio nella pagina: Stampaggio ad iniezione di materiali termoplastici.
Quando lo stampo è stato montato sulla pressa, si esegue un ciclo di stampaggio di base, che viene poi affinato in tutti i suoi parametri (quali tempo di iniezione, tempo di permanenza nello stampo, pressione di iniezione, temperatura del fuso, temperatura dello stampo, ecc.), fino ad ottenere dei pezzi stampati che rispecchino appieno i requisiti imposti dalle tolleranze progettuali. Il ciclo finale di stampaggio ottenuto a valle del processo di collaudo viene poi archiviato nel nostro sistema di gestione della produzione e diventa parte integrante della documentazione che accompagna lo stampo, insieme al suo manuale di uso e manutenzione ed a tutti i disegni tecnici di progettazione.